 咨詢電話:13181318406 咨詢電話:13181318406
咨詢電話:13181318406 咨詢電話:13181318406 


 全國(guó)免費(fèi)客服電話 0537-2558089
全國(guó)免費(fèi)客服電話 0537-2558089 手機(jī):0537-2558089
電話:0537-2558089
地址:濟(jì)寧市任城區(qū)南張工業(yè)園
發(fā)布時(shí)間:2013-06-18 07:44:22 人氣:793
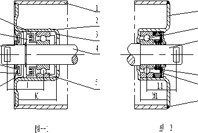
托輥結(jié)構(gòu)優(yōu)化設(shè)計(jì)與工藝可靠性研究
|
|
非接觸式的迷宮軸封防塵級(jí)托輥
|
接觸式的多唇軸封防水級(jí)托輥
|
||
|
序號(hào)
|
零件名稱
|
材質(zhì)
|
零件名稱
|
材質(zhì)
|
|
1
|
托輥管體
|
Q235-A
|
軸承座
|
ST-13
|
|
2
|
軸承座
|
ST-13
|
大游隙球軸承
|
組合件
|
|
3
|
內(nèi)密封環(huán)
|
塑膠
|
托輥軸
|
45
|
|
4
|
托輥軸
|
A3
|
多唇軸封
|
柔性高分子材料
|
|
5
|
大游隙球軸承
|
組合件
|
擋圈
|
ST-13
|
|
6
|
迷宮密封動(dòng)環(huán)
|
尼龍
|
托輥管體
|
Q235-A
|
|
7
|
迷宮密封靜環(huán)
|
尼龍
|
|
|
|
8
|
彈簧擋圈
|
65Mn
|
|
|
|
9
|
組合密封件1
|
08F
|
|
|
|
10
|
組合密封件2
|
工程塑料
|
|
|
|
11
|
組合密封件3
|
08F
|
|
|

相關(guān)推薦

服務(wù)熱線